FMEA (Failure Mode and Effects Analysis)

Description:
You use a FMEA model to prioritize potential defects based on their severity, expected frequency, and likelihood of detection. Many use this tool for on-going Risk Management.
When To Use the FMEA
An FMEA can be used on a design or a process. You use it to guide your actions to improve design or process robustness.
The Failure Mode and Effect Analysis highlights weaknesses in the current design or process.This tool prioritizes and organizes continuous improvement efforts on areas which offer the greatest return.
Construction :
1- The process is very straightforward, and begins by identifying all of the probable failure modes. A failure mode is anything in the process or product that could cause a defect, nonconformity, safety issue or break down.
2- You base the analysis on experience, review, previous history, and brainstorming. If possible use actual data from the current and simialr processes. New designs or processes may not have actual historical data. Try to use data from similar designs or processes.
3- For each failure mode assign a value of 1-10 scale for each of severity, probability of occurrence, and probability of detection.
4- After assigning a value, the three numbers for each failure mode are multiplied together to yield a Risk Priority Number (RPN). The RPN ranks the failure modes. The highest number demands the most urgent improvement activity.
5- To respond to high RPN consider error-proofing, and poka-yoke actions.
6- After addressing the high RPN, you recalculate the RPN for that mode. You then address the next highest RPN issue.

Get certified in Risk Management through our completely on-line training system. Study at your own pace.
Severity, Probability of Occurrence and Detection.
Severity measure the possible damage that could occur to the product, process and human using the item if a failure occures. A higher number means more possible damage.
Probability of Occurence measures the acutal chance the failure mode appears. A higher number means a higer chance.
Probability of Detection measures the actual chance of you catching the defect before escaping. A lower number means you have extensive controls on catching the defect.
Following is an example of a simplified FMEA for a seat belt installation process at an automobile assembly plant.
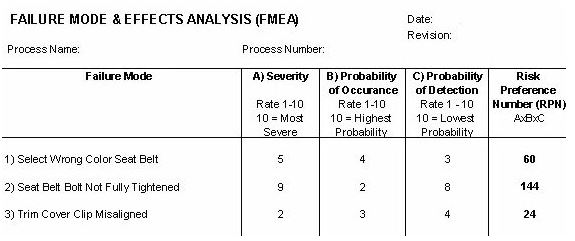
As you can see, three potential failure modes have been identified.
Failure mode number two has an RPN of 144. This issue has the highest priority for process improvement.
To benefity your customers you may establish RPN maximum targets to ensure a given level of process capability. We recommend establishing guidelines for assessing the values for Severity, Occurrence, and Detection to make the RPN .
More Info
How to Survive a Pandemic
How to survive a pandemic, tips for small businesses
A Risk Management Plan Sample and the Basics of Risk Management
Info on a risk management plan sample. Covers the basics of risk management and includes the definition of risk management.
Disaster Recovery Article
This disaster recovery article discusses the aspects to creating a contigency plan which is critical to your quality maanagement system.
Definition of Risk Management and Other Safety Definitions.
Learn the definition of risk management, risk analysis, risk evaluation and risk control. This definitions are important for quality systems.
On-Line Risk Management Certification
On-Line Risk Management Certification, Are you struggling with Risk Management? Get certified with our On-Line Training Course. Get Started Today. $149.00








 |
Software, Videos, Manuals, On-Line Certifications | |
 |
450+ Editable Slides with support links | |
 |
Corrective Action Software | |
 |
Plan and Track Training | |
 |
AQL Inspection Software | |
 |
Learn and Train TRIZ |